溶接用シールドガス市場規模とシェア分析 – 成長トレンドと予測 (2025年 – 2030年)
溶接用シールドガス市場レポートは、ガスタイプ(アルゴン、二酸化炭素、ヘリウムなど)、溶接プロセス(MIG溶接、TIG溶接など)、用途(自動車・輸送、造船、航空宇宙・防衛など)、および地域(アジア太平洋、北米、欧州、南米、中東・アフリカ)別に分類されます。市場予測は、金額(米ドル)で提供されます。

※本ページの内容は、英文レポートの概要および目次を日本語に自動翻訳したものです。最終レポートの内容と異なる場合があります。英文レポートの詳細および購入方法につきましては、お問い合わせください。
*** 本調査レポートに関するお問い合わせ ***
溶接用シールドガス市場に関するレポートの概要をお伝えいたします。
本レポートは、ガスタイプ(アルゴン、二酸化炭素、ヘリウムなど)、溶接プロセス(MIG、TIGなど)、用途(自動車・輸送、造船、航空宇宙・防衛など)、および地域(アジア太平洋、北米、欧州、南米、中東・アフリカ)別に市場をセグメント化し、2025年から2030年までの成長トレンドと予測を提供しています。市場予測は米ドル建ての価値で提供されています。
市場概要
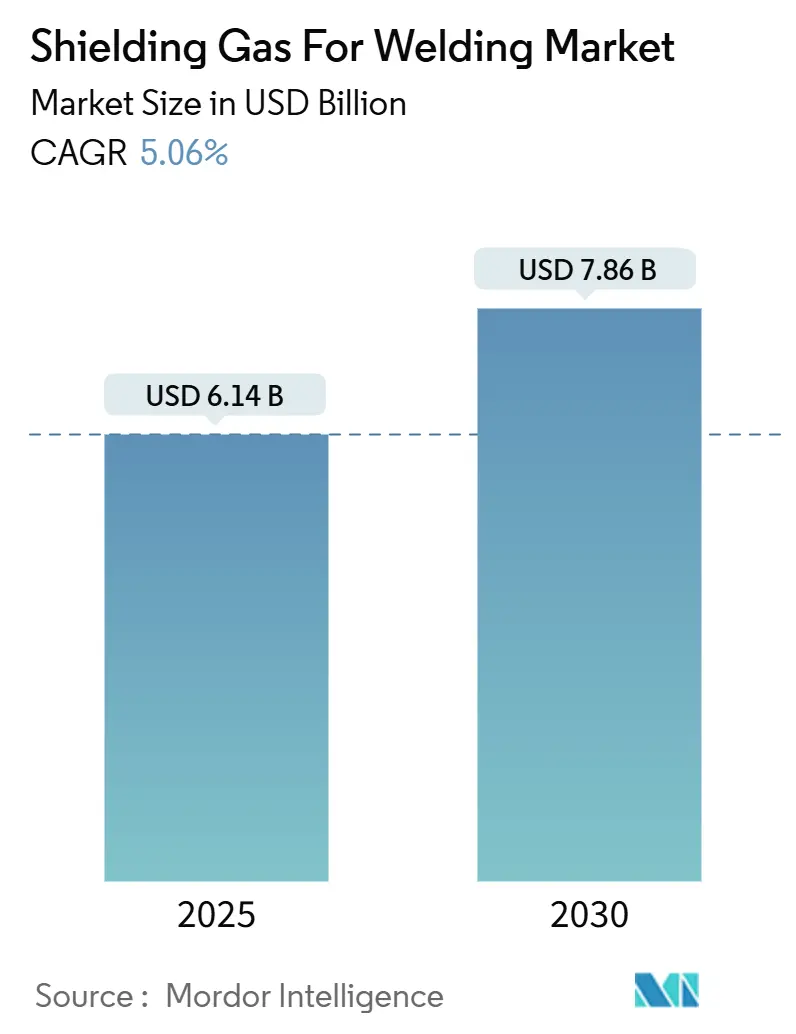
調査期間は2019年から2030年で、2025年の市場規模は61.4億米ドル、2030年には78.6億米ドルに達すると予測されており、予測期間中の年平均成長率(CAGR)は5.06%です。最も成長が速く、最大の市場はアジア太平洋地域であり、市場集中度は中程度とされています。
溶接用シールドガス市場は、電気自動車(EV)のバッテリーパック、積層造形(アディティブマニュファクチャリング)の堆積物、大規模なインフラプログラムなど、再現性があり汚染のない接合が求められる分野での需要増加により、拡大しています。アルミニウム、銅、高強度鋼の精密溶接の増加もガス消費を押し上げています。サプライヤーは、超高純度ブレンドガスや、無駄を削減し品質を向上させるデジタル流量制御サービスで対応しています。特にアジア太平洋地域での地域別空気分離装置(ASU)への投資は、輸送コストと価格変動を緩和するためにサプライチェーンを再構築しています。
主要な市場動向と洞察
* ガスタイプ別: アルゴンが2024年に45.18%の市場シェアを占め、水素は2025年から2030年にかけて5.67%のCAGRで最も速い成長が予測されています。
* 溶接プロセス別: MIG溶接が2024年に47.25%の市場規模を占め、レーザーやサブマージアークを含むその他の溶接プロセスは、2030年までに5.91%のCAGRで成長すると予測されています。
* 用途別: 自動車・輸送が2024年に25.36%の市場規模を占め、航空宇宙・防衛は2030年まで6.18%のCAGRで最も速い拡大が見込まれています。
* 地域別: アジア太平洋地域が2024年に39.64%の市場シェアを獲得し、予測期間中に6.06%のCAGRで上昇すると予想されています。
市場成長の促進要因
1. 自動車、造船、建設溶接需要の拡大: EVバッテリーモジュールはアルミニウムバスバーや銅タブの接合に超高純度アルゴンを必要とし、貨物船の受注回復は厚板溶接にアルゴンシールドを要求します。道路橋や高速鉄道などの大規模インフラプログラムも二酸化炭素とアルゴンの混合ガスを消費しています。
2. 薄板精密部品向けMIG/TIGの急速な普及: エレクトロニクス筐体や2mm厚の自動車ブラケットなど、精密加工では厳密なアーク制御が不可欠です。ヘリウム・アルゴンに1.5%~4.5%の水素を添加したガス混合物は、ステンレス鋼TIG溶接の浸透性を向上させ、気孔率を低減し、再加工時間を短縮します。
3. 新興経済国におけるインフラ投資の増加: アジア太平洋地域の再生可能エネルギーサプライチェーン構築、ブラジルの鉄鋼収益増加、インドの製造業GDP比率向上などが、溶接ガス消費を大幅に増加させています。
4. 自動溶接セルによる生産性向上: 労働力不足によりロボット溶接の導入が進み、プログラム可能な流量計が±3%の流量変動を維持し、ESABのFloCloudのようなプラットフォームがガス使用データを記録し、漏れを警告することで、ガス消費量の削減と品質向上に貢献しています。
5. 積層造形(LMD/WAAM)における超高純度シールドガスの必要性: 積層造形技術の進展に伴い、汚染のない環境を維持するための超高純度シールドガス需要が高まっています。
市場成長の抑制要因
1. アルゴン/二酸化炭素シリンダーの価格変動と物流: 輸送コストがガス供給コストの最大30%を占めることがあり、鉄鋼生産量に依存するアルゴンの供給変動が価格高騰を引き起こしています。
2. 高圧ガス取り扱いに関する厳格な安全・危険物規制: 溶接ヒューム曝露制限の強化やOSHAによる監査など、厳格な規制が中小企業にコスト負担を強いており、統合型大手企業への市場集中を加速させています。
3. ソリッドステート溶接および摩擦攪拌溶接による代替の脅威: 航空宇宙や自動車分野で、これらの代替溶接技術が採用される可能性があり、シールドガス市場に長期的な影響を与える可能性があります。
セグメント分析の詳細
* ガスタイプ別:
* アルゴン: 2024年に45.18%の市場シェアを維持し、MIG、TIG、プラズマ溶接での汎用性により27.8億米ドルを占めました。マイクロエレクトロニクス、造船、構造用鋼分野で需要が拡大しています。ただし、鉄鋼生産に依存するため、供給変動リスクがあります。
* 二酸化炭素: フラックス入り溶接でのコスト効率の高さから2番目に位置しますが、スパッタ発生が多く、清掃やヒューム対策のコストがかかります。
* ヘリウム: 高い熱伝導率によりアルミニウムのルートパスを高速化できるため、航空宇宙、医療、石油工具分野でプレミアムな需要がありますが、価格感度が高いです。
* 水素: 全体シェアは小さいものの、2030年まで5.67%のCAGRで最も速い成長が見込まれる「ワイルドカード」です。ヘリウム・アルゴン混合ガスに5%未満で添加することで、アーク圧力を高め、表面酸化物を除去し、ステンレスTIG溶接後の酸洗サイクルを最大30%短縮します。
* 酸素と窒素: 特殊なスプレー転送やレーザーアシストプロセスに不可欠ですが、シェアは小さいです。
* 全体として、ブレンドガスや微量添加ガスへのシフトが、サプライヤーを高マージンのカスタム混合ガスへと向かわせています。
* 溶接プロセス別:
* MIG溶接: 2024年に世界のシールドガス消費量の47.25%を占め、約29億米ドルの市場規模となりました。高い溶着速度と簡単な自動化により、自動車シャーシ、重機フレーム、船舶ブロックなどで広く利用されています。
* その他のプロセス(レーザー、電子ビーム、ハイブリッドなど): 最も速い5.91%のCAGRで成長しており、薄い航空宇宙用外板や高合金タービンケーシングなど、精密な用途での需要増を反映しています。
* TIG溶接: 熱制御が速度よりも優先される0.6~2mmの部品でニッチな地位を維持しています。
* MAG溶接: スパッタと消耗品コストのバランスが取れているため、構造用鋼で依然として普及しています。
* プロセス進化はガス配合に影響を与え、レーザー溶接ではヘリウムリッチなブレンドが、自動サブマージアーク溶接では適応型ガス流量制御が採用されています。
* 用途別:
* 自動車・輸送: 2024年に世界収益の25.36%を占め、15.6億米ドルの市場規模となりました。EVのボディインホワイトラインや従来のICE排気システムでアルゴンリッチなスプレーや二酸化炭素ブレンドが使用されています。
* 航空宇宙・防衛: 2030年まで6.18%のCAGRで最も速い成長を遂げています。チタンWAAMや次世代推進システム向けの水素バーナー試験など、99.999%以上のアルゴン純度が求められます。
* 造船: LNG運搬船やコンテナ船の受注により、大量のガス消費が続いています。
* 建設: 鉄筋ケージや鉄骨桁橋などで大量のガスが消費されますが、コスト感度からCO₂やMAGプロセスが主流です。
* 機械、エネルギー、重工業: 風力発電タワーや圧力容器などで安定した需要を提供しています。
* マイクロ接合(医療機器、センサー向け): ニッチですが、高マージンの超高純度製品ラインに大きな影響を与え、市場の多様化を促進しています。
* 地域別:
* アジア太平洋: 2024年に世界の収益の39.64%を占め、24.4億米ドルに相当しました。中国の製造業の深さとインドのインフラ推進に支えられ、6.06%のCAGRで成長しています。造船所の拡張、EVバッテリーギガファクトリー、大規模鉄道プロジェクトが成長を牽引しています。
* 北米: 成熟した市場ですが、航空宇宙、パイプライン請負業者、再生可能エネルギー関連企業が品質を重視しています。Air Liquideの米国湾岸地域への大規模投資は、低炭素酸素およびアルゴン供給への確信を示しています。
* 欧州: ボリューム成長は緩やかですが、技術導入は速いです。ドイツのロボットインテグレーターは閉ループガス計測を導入し、ガス大手は分析ダッシュボードを提供しています。厳格な規制により、よりクリーンなプロセスとプレミアムガスの需要が高まっています。
競争環境
溶接用シールドガス市場は中程度の集中度です。Air Liquide、Linde、Air Productsの3大統合生産者が主要なガス供給能力とパイプライン網を支配していますが、地域パッケージ業者やマイクロバルク専門業者も迅速な対応とカスタマイズされたブレンドを提供することで、中規模市場の顧客を獲得しています。大手企業は、ESAB FloCloudのようなデジタル付加価値サービスで差別化を図り、消費量テレメトリーと予測補充スケジューリングを組み合わせることで、インダストリー4.0の価値提案にガスを組み込んでいます。M&Aも活発で、Lincoln ElectricによるVanair Manufacturingの買収や、ColfaxによるVictor Technologiesの買収などが行われています。戦略的投資は、地域の自給自足と持続可能性に焦点を当てており、Lindeのインドネシアとインドでの空気分離プロジェクトや、Air Liquideの半導体関連取引がその例です。積層造形サポート分野でも競争が激化しており、大手企業は99.999%の純度を保証するポータブル精製カートリッジや酸素分析装置を提供し、参入障壁を高めています。
最近の業界動向
* 2024年7月: American Welding & Gas (AWG) がSpeed Industrial Gasを買収し、テキサス州中部でのプレゼンスを拡大しました。
* 2024年1月: LindeがインドのSAILの製鉄所に6,000万米ドルを投じて新しい空気分離装置(ASU)を建設すると発表しました。2026年稼働予定で、SAILの拡張を支援し、地域の顧客にも産業ガスを供給します。
このレポートは、「溶接用シールドガス」の世界市場に関する包括的な分析を提供しています。市場の定義、調査範囲、調査方法から始まり、市場の現状、成長予測、主要な推進要因と阻害要因、競争環境、そして将来の展望までを網羅しています。
まず、市場規模と成長予測についてです。溶接用シールドガス市場は、2025年には61.4億米ドルの規模に達すると予測されており、2030年まで着実に成長を続ける見込みです。
地域別に見ると、アジア太平洋地域が市場を牽引しており、2024年には世界の収益の39.64%を占め、最も力強い成長見通しを維持しています。ガスタイプ別では、アルゴンがMIG、TIG、プラズマといった多様な溶接プロセスでの汎用性から、2024年にシールドガス市場シェアの45.18%を占める主要なガスであり続けています。用途別では、航空宇宙および防衛分野が、積層造形技術の採用や軽量材料の使用増加により、2025年から2030年の間に年間平均成長率(CAGR)6.18%と最も高い成長率を示すと予測されています。
市場の主要な推進要因としては、自動車、造船、建設分野における溶接需要の拡大が挙げられます。また、薄ゲージの精密部品製造におけるMIG/TIG溶接の急速な普及、新興経済国でのインフラ投資の増加、自動溶接セルによる生産性向上への圧力も市場を後押ししています。さらに、積層造形(LMD/WAAM)における超高純度シールドガスの需要も新たな推進力となっています。
一方で、市場の阻害要因も存在します。アルゴンや二酸化炭素ボンベの価格変動と物流コスト、高圧ガス取り扱いに関する厳格な安全・危険物規制が挙げられます。また、ソリッドステート溶接や摩擦攪拌溶接といった代替技術の脅威も市場成長を抑制する可能性があります。
レポートでは、市場はガスタイプ(アルゴン、二酸化炭素、ヘリウム、水素、酸素、窒素、混合ガスなど)、溶接プロセス(MIG、TIG、MAG、プラズマアーク溶接、フラックス入りアーク溶接など)、用途(自動車・輸送、造船、建設・インフラ、航空宇宙・防衛、機械・設備製造、エネルギー・電力、重工業・金属加工など)、および地域(アジア太平洋、北米、欧州、南米、中東・アフリカ)に詳細にセグメント化されています。
競争環境については、市場集中度、戦略的動向、市場シェア分析が提供されており、Air Liquide、Linde plc、Iwatani Corporation、TAIYO NIPPON SANSO CORPORATIONなど、主要なグローバル企業12社の詳細な企業プロファイルが含まれています。
将来の展望としては、未開拓のニーズの評価や、先進溶接および積層造形向けの高性能ブレンドガスの開発が市場機会として挙げられています。
このレポートは、溶接用シールドガス市場の包括的な理解を提供し、市場の動向、成長機会、および競争状況に関する貴重な洞察を提供しています。

1. はじめに
- 1.1 調査の前提と市場の定義
- 1.2 調査範囲
2. 調査方法
3. エグゼクティブサマリー
4. 市場概況
- 4.1 市場概要
- 4.2 市場の推進要因
- 4.2.1 自動車、造船、建設溶接需要の拡大
- 4.2.2 薄板精密部品におけるMIG/TIGの急速な採用
- 4.2.3 新興経済国におけるインフラ支出の増加
- 4.2.4 自動溶接セルによる生産性向上
- 4.2.5 積層造形(LMD/WAAM)における超高純度シールドガスの必要性
- 4.3 市場の阻害要因
- 4.3.1 アルゴン/二酸化炭素ボンベの価格変動と物流
- 4.3.2 高圧ガス取り扱いに関する厳格な安全および危険物規制
- 4.3.3 固相溶接および摩擦攪拌溶接による代替の脅威
- 4.4 バリューチェーン分析
- 4.5 ポーターのファイブフォース
- 4.5.1 新規参入の脅威
- 4.5.2 買い手の交渉力
- 4.5.3 供給者の交渉力
- 4.5.4 代替品の脅威
- 4.5.5 競争上の対抗関係
5. 市場規模と成長予測(金額)
- 5.1 ガスタイプ別
- 5.1.1 アルゴン
- 5.1.2 二酸化炭素
- 5.1.3 ヘリウム
- 5.1.4 水素
- 5.1.5 酸素
- 5.1.6 窒素
- 5.1.7 混合ガス
- 5.1.8 その他のタイプ
- 5.2 溶接プロセス別
- 5.2.1 メタル不活性ガス (MIG)
- 5.2.2 タングステン不活性ガス (TIC)
- 5.2.3 メタル活性ガス (MAG)
- 5.2.4 プラズマアーク溶接
- 5.2.5 フラックス入りアーク溶接 (FCAW)
- 5.2.6 その他の溶接プロセス (レーザー、サブマージアークなど)
- 5.3 用途別
- 5.3.1 自動車および輸送
- 5.3.2 造船
- 5.3.3 建設およびインフラ
- 5.3.4 航空宇宙および防衛
- 5.3.5 機械および設備製造
- 5.3.6 エネルギーおよび電力 (石油・ガス、再生可能エネルギー)
- 5.3.7 重工業製造および金属加工
- 5.3.8 その他の用途 (鉄道、パイプライン、修理およびメンテナンス)
- 5.4 地域別
- 5.4.1 アジア太平洋
- 5.4.1.1 中国
- 5.4.1.2 インド
- 5.4.1.3 日本
- 5.4.1.4 韓国
- 5.4.1.5 ASEAN諸国
- 5.4.1.6 その他のアジア太平洋地域
- 5.4.2 北米
- 5.4.2.1 米国
- 5.4.2.2 カナダ
- 5.4.2.3 メキシコ
- 5.4.3 ヨーロッパ
- 5.4.3.1 ドイツ
- 5.4.3.2 イギリス
- 5.4.3.3 フランス
- 5.4.3.4 イタリア
- 5.4.3.5 スペイン
- 5.4.3.6 ロシア
- 5.4.3.7 北欧諸国
- 5.4.3.8 その他のヨーロッパ地域
- 5.4.4 南米
- 5.4.4.1 ブラジル
- 5.4.4.2 アルゼンチン
- 5.4.4.3 その他の南米地域
- 5.4.5 中東およびアフリカ
- 5.4.5.1 サウジアラビア
- 5.4.5.2 南アフリカ
- 5.4.5.3 その他の中東およびアフリカ地域
6. 競合情勢
- 6.1 市場集中度
- 6.2 戦略的動向
- 6.3 市場シェア(%)/ランキング分析
- 6.4 企業プロファイル(グローバル概要、市場概要、主要セグメント、財務、戦略情報、ランキング/シェア、製品とサービス、最近の動向を含む)
- 6.4.1 Air Liquide
- 6.4.2 Air Products and Chemicals, Inc.
- 6.4.3 AIR WATER INC
- 6.4.4 American Welding & Gas Inc.
- 6.4.5 GCE Group
- 6.4.6 Gulf Cryo
- 6.4.7 Iwatani Corporation
- 6.4.8 Linde plc
- 6.4.9 Messer SE & Co. KGaA
- 6.4.10 SOL Hellas a.e.
- 6.4.11 TAIYO NIPPON SANSO CORPORATION
- 6.4.12 Weldstar Company, Inc.
7. 市場機会と将来展望
*** 本調査レポートに関するお問い合わせ ***

溶接用シールドガスは、溶接作業において溶融金属を大気中の有害な成分から保護するために不可欠な材料です。その役割は単に保護に留まらず、溶接品質、作業効率、さらには溶接部の機械的特性にまで大きな影響を与えます。ここでは、溶接用シールドガスの定義から将来展望まで、包括的に解説いたします。
1. 定義
溶接用シールドガスとは、アーク溶接やレーザー溶接などの溶融溶接プロセスにおいて、溶融状態にある金属(溶融池)および高温の溶接金属が大気中の酸素、窒素、水分といった不純物と反応するのを防ぐために供給されるガスを指します。これらの不純物が溶融金属に混入すると、溶接部に気孔、酸化物、窒化物などの欠陥が生じ、溶接部の強度低下、脆化、耐食性劣化、さらにはスパッタ(溶融金属の飛散)の増加といった問題を引き起こします。シールドガスは、これらの有害な反応を遮断し、安定したアークを形成し、溶融池の形状を適切に制御することで、高品質な溶接部を得るために極めて重要な役割を担っています。また、溶着金属の化学成分を調整する機能を持つガスも存在します。
2. 種類
溶接用シールドガスは、その化学的性質によって大きく不活性ガスと活性ガスに分類され、さらにこれらを組み合わせた混合ガスが広く利用されています。
不活性ガス:
アルゴン (Ar): 最も一般的に使用される不活性ガスです。アークの安定性に優れ、スパッタの発生が少ないという特徴があります。TIG溶接や、アルミニウム、マグネシウム、銅などの非鉄金属のMIG溶接に広く用いられます。
ヘリウム (He): アルゴンよりも熱伝導率が高く、アーク電圧を上昇させる効果があるため、深い溶け込みや高速溶接が可能です。厚板の溶接や、熱伝導率の高い材料の溶接に適していますが、アルゴンに比べて高価であるという側面があります。アルゴンと混合して使用されることもあります。
活性ガス:
炭酸ガス (CO2): 比較的安価であり、深い溶け込みが得られるため、軟鋼のMAG溶接に広く利用されています。しかし、アークが不安定になりやすく、スパッタが多く発生しやすいという欠点があります。
酸素 (O2): 少量(通常1~5%程度)を不活性ガスに添加することで、アークの安定性を向上させ、溶融池の濡れ性を改善し、ビード形状を整える効果があります。主にステンレス鋼のMAG溶接に用いられます。
水素 (H2): 少量(通常1~10%程度)を不活性ガスに添加することで、アークの熱伝導率を高め、溶け込みを深くする効果があります。また、還元作用により酸化物の除去にも寄与します。ステンレス鋼のTIG溶接(特に裏波溶接)などで使用されますが、引火性があるため取り扱いには注意が必要です。
混合ガス:
アルゴン-炭酸ガス混合ガス (Ar-CO2): MAG溶接の主流であり、アルゴンのアーク安定性とスパッタ低減効果、炭酸ガスの深い溶け込みという両者の利点を兼ね備えています。CO2の混合比率によって特性が変化し、軟鋼からステンレス鋼まで幅広い材料に適用されます。
アルゴン-酸素混合ガス (Ar-O2): 主にステンレス鋼のMAG溶接に用いられ、アーク安定性とビード形状の改善に効果的です。
アルゴン-炭酸ガス-酸素混合ガス (Ar-CO2-O2): さらなる溶接特性の改善を目指し、3種類のガスを組み合わせたものです。
アルゴン-ヘリウム混合ガス (Ar-He): 厚板や熱伝導率の高い材料のTIG/MIG溶接において、溶け込み深さの向上とアーク安定性を両立させます。
アルゴン-水素混合ガス (Ar-H2): ステンレス鋼のTIG溶接において、溶け込み深さの向上と溶接速度の高速化に寄与します。
これらのガスは、溶接する材料の種類、溶接プロセス、要求される溶接品質、コストなどを考慮して適切に選択されます。
3. 用途
溶接用シールドガスは、様々な溶接プロセスにおいてその特性を活かして使用されます。
TIG溶接 (Gas Tungsten Arc Welding - GTAW): 高品質な溶接が求められる場合に用いられ、主にアルゴンやアルゴン-ヘリウム混合ガス、ステンレス鋼にはアルゴン-水素混合ガスが使用されます。非鉄金属やステンレス鋼の溶接に最適です。
MIG溶接 (Gas Metal Arc Welding - GMAW): 非消耗電極を使用するTIG溶接に対し、消耗電極を使用するMIG溶接では、アルミニウムや銅などの非鉄金属の溶接にアルゴンやアルゴン-ヘリウム混合ガスが用いられます。
MAG溶接 (Metal Active Gas Welding - GMAW): 軟鋼やステンレス鋼の溶接に広く用いられ、炭酸ガス単体、またはアルゴン-炭酸ガス混合ガス、アルゴン-酸素混合ガス、アルゴン-炭酸ガス-酸素混合ガスなどが使用されます。生産性と品質のバランスに優れています。
プラズマ溶接 (Plasma Arc Welding - PAW): プラズマガスとシールドガスを使い分け、高いエネルギー密度で精密な溶接が可能です。シールドガスには主にアルゴンが使用されます。
レーザー溶接 (Laser Beam Welding - LBW): 高出力レーザー光を用いる溶接プロセスで、溶融池の酸化防止やプラズマ抑制のために、アルゴンやヘリウムなどの不活性ガスがシールドガスとして供給されます。
その他: 裏波溶接、切断、表面処理など、溶融金属が大気に触れる可能性のある様々なプロセスでシールドガスが利用されます。
4. 関連技術
溶接用シールドガスを効果的に使用するためには、様々な関連技術が重要となります。
ガス供給システム: シールドガスは、高圧ガスボンベ、集合装置、または液化ガス貯槽から供給されます。安定したガス供給のためには、適切なレギュレーター(減圧器)、流量計、配管システムが不可欠です。
溶接トーチ: シールドガスは溶接トーチのノズルから供給されます。ノズルの形状やサイズ、ガスレンズの有無などが、シールドガスの流れや被覆範囲に影響を与え、シールド効果を左右します。
ガス流量制御: 適切なガス流量の設定は、溶接品質とコスト効率の両面で重要です。流量が少なすぎるとシールド不良による欠陥が発生し、多すぎるとガスが無駄になり、アークが不安定になることもあります。
安全管理: シールドガスは高圧ガスであり、特に水素やアセチレンなどの可燃性ガスを含む場合は、高圧ガス保安法に基づいた厳格な安全管理が求められます。ガス漏洩検知器の設置、適切な換気、作業員の安全教育などが重要です。
品質管理: 溶接後の欠陥検査(非破壊検査、破壊検査)を通じて、シールドガスの選択や供給が適切であったかを確認します。また、ガス供給前の成分分析も品質維持に寄与します。
5. 市場背景
溶接用シールドガスの市場は、自動車、造船、建設、エネルギー、電子機器、航空宇宙など、多岐にわたる産業の動向に強く影響されます。
安定した需要: 溶接は製造業において不可欠な加工技術であるため、シールドガスに対する需要は非常に安定しています。特に、高品質な溶接が求められる分野では、高性能なシールドガスの需要が高まります。
技術革新と高機能化: 産業界における製品の高品質化、高効率化、自動化の進展に伴い、より安定したアーク、低スパッタ、深い溶け込み、高速溶接を可能にする高機能なシールドガスや混合ガスへのニーズが増大しています。
環境規制と省エネルギー: CO2排出量削減や省エネルギー化といった環境規制の強化は、溶接プロセス全体の見直しを促しています。これに伴い、ガス消費量の最適化、低ヒューム・低スパッタ化、そしてより環境負荷の低い溶接プロセスの開発が求められており、シールドガスもその一翼を担っています。
コスト競争: ガス価格、供給の安定性、物流コストなども、ユーザーがシールドガスを選択する上で重要な要素となります。
6. 将来展望
溶接用シールドガスの分野は、今後も技術革新と市場ニーズの変化に対応しながら進化を続けるでしょう。
高機能化・多様化の進展: 特定の材料(例:高張力鋼、チタン合金、複合材料)や用途(例:異種金属接合、積層造形)に特化した、より精密な多成分混合ガスの開発が進むと予想されます。これにより、溶接品質のさらなる向上と生産性の向上が期待されます。
環境対応型ガスの開発: 低スパッタ、低ヒューム、省ガス化を実現するシールドガスの開発は、作業環境の改善と環境負荷の低減に貢献します。また、CO2排出量削減に寄与する溶接プロセスの開発と連携し、より持続可能な製造業への貢献が期待されます。
スマート溶接との融合: IoT(モノのインターネット)やAI(人工知能)技術の進化により、溶接プロセス中のガス流量や混合比率をリアルタイムで自動最適化するシステムが導入される可能性があります。これにより、品質の安定化、不良率の低減、ガス消費量の最適化が図られます。
自動化・ロボット化への対応: 溶接の自動化やロボット化が進む中で、シールドガスの安定供給と精密な制御は、ロボット溶接の品質と信頼性を確保する上でますます重要になります。
安全性と供給安定性の向上: 高圧ガスの安全な取り扱いに関する技術や、グローバルなサプライチェーンにおける安定供給体制の強化も、引き続き重要な課題となるでしょう。
溶接用シールドガスは、単なる補助材料ではなく、現代の製造業を支える基盤技術の一つとして、その重要性を増していくことでしょう。